
Technique CNC
Découpe Solartex
Contexte :
Réalisation :
Lors de la finition de maquettes, la découpe de lettres ou de chiffres est nécessaire pour l'idendification de l'avion. L'impression de gabarits en carton puis la découpe au cutteur fonctionne bien avec de la patience ; le contour des arrondis n'est pas top. il y a des machines de décpoupe spécialisées mais couteuse.
Pour celui qui possède une fraiseuse CNC, il est possible de réaliser un montage d'un porte-lame Roland sur un support que l'on va installer à la place de la broche. On trouve facilement le couteau Roland et des lames de rechange (CNC Fraises). Les coûts sont de 30€ environ pour le porte-lame et les lames 5€.
Pour avoir un bon fonctionnement, le réglage du porte-lame est très important, il ne faut pas penser comme un fraisage, la profondeur de coupe est égale à l'épaisseur du support à découper, ce réglage est obtenu en ajustant la buté du porte lame. Il faut donc une table rigide dure et plane pour recevoir le support à découper. Certains utilisent du verre, moi j'utilise du Plexiglas de 5 mm d'épaisseur. Le porte-lame glisse sur le support à découper, la lame est donc toujours en référence par rapport à la surface du support à découper. Lors de la découpe, il est juste nécessaire que le porte-lame soit en pression sur le support à découper. Mon premier montage était réalisé avec des ressorts, je n'avais pas un résultat assez précis pour le Solartex. J'ai donc remplacé les ressorts par des joints de plomberie en caoutchouc souple. Le résultat obtenu est excellent.
Le matériel nécessaire est très commun et la réalisation ne présente pas de difficultés particulières.
Le plan général donne la nomenclature des pièces. Ce plan est accompagné des plans de réalisation à la CNC des pièces maîtresses. Les 3 tiges guides peuvent être en CAP de 2mm si vous n'avez pas de 2.5mm. Pour avoir un fonctionnement irréprochable, l'ajustement de ces 3 tiges guides doit-être réalisé avec minutie. Celles-ci sont fixes dans le CTP de 20mm et coulissantes sans jeu dans le CTP de 10mm. Astuce, si vraiment cela ne coulisse pas, faire tourner un foret de 2.5mm ou 2mm avec une mini perceuse 10 à 20s pour légèrement agrandir le trou. Lorsque cela coulisse, mettez un produit d'entretien à meubles en aérosol et rodez le passage dans le bois, cette action à tendance à cirer l'alésage. Préparez la tige d'éjection de la lame en soudant une rondelle à l'étain. Préparez l'axe de coincement du porte-lame. Dans la pièce en CTP de 10mm, percez le trou pour l'axe de coincement en vous aidant des 2 trous de 1mm qui vous donnent l'axe de ce trou.
Préparez les joints de plomberie genre bonde d'évier, 2.25mm d'épaisseur, ce ne sont pas les joints durs en caoutchouc mais des joints plus tendre. J'avais essayé la mousse des tapis de sol pour gymnastique ou de couchage camping (7mm d'épaisseur, elle était trop souple). Dégagez le passage des tiges guides. Collez à la cyano les tiges guides dans le CTP de 20mm. Engagez la tige d'éjection de lame, positionnez les joints, mettez en place la pièce en CTP de 10mm.
Maintenez le tout en légère pression par les 3 petits morceaux de durite enfilés sur les tiges guides. Montez le porte-lame, et bloquez l'écrou.


Utilisation:
Visualisation rapide de quelques photos:
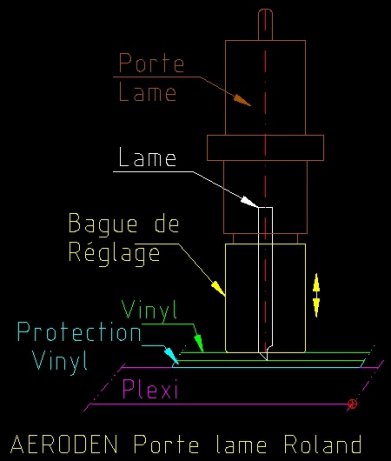
Réglage du porte-lame en dehors de la CNC:
En regardant le dessin de principe, il faut visser ou dévisser la bague de réglage afin que la lame dépasse de la bague de réglage de l'épaisseur du vinyl. Pour vérifier le réglage, en tenant l'ensemble en main bien à plat vous faite une découpe de vinyl sur une surface dure et plane, vous vérifiez si votre découpe est bonne ; elle doit couper le vinyl mais pas le support du vinyl. vous ajustez si nécessaire. lorsque le réglage est correct, par sécurité, vous mettez un petit papier adhésif pour bloquer la bague de réglage et le porte-lame afin que pendant la découpe la bage de réglage ne tourne pas. Montage de l'ensemble sur la CNC à la place de la broche.
Paramètre FAO pour découpe :
J'utilise le style "Gravure" à la vitesse de 2000mm/mn, survol de 3mm, profondeur de gravure 0.1mm. Ceci comprime légèrement les joints, c'est suffisant pour que la bage de réglage soit toujours en référence par rapprt au matériau à découper. L'ordre des opérations est important, toujours effectuer les parties centrales avant les contours.
Mise en oeuvre sur la CNC :
Réglage du zéro ; descendre le Z jusqu'au contact de la bague de réglage, j'utilise un papier très fin que je dispose sous la bague de réglage.Tant que je puisse le bouger je descents les Z. Lorsque l'on va démarrer le Z descend de 0.1mm, ce sont les joints qui vont donc s'écrasés et maintenir la pression sur le vinyl.
